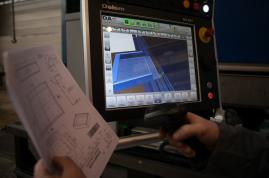
"The industrialist or subcontractor produces value when the press brake is bending parts. Moving the bending program to programming stations in an office increases the productivity of the machine. » introduces Gérard Boudesocque - Amada.
And Serge Bourdier - Salvagnini confirms: "when a bending operator who carries out programming on the press brake, that's a machine that isn't producing during that time, and a bending operator that isn't bending. »

Copyright HACO Programming software makes it possible to improve the productivity of the bending station, firstly by moving the programming of the press brake to a programmer in the program planning or engineering department, and secondly by improving the development of the parts and improving the management by a finer scheduling of order of passage on the press brakes, etc.
Tool database
All tool sets, punches and dies and their lengths are incremented into the database of the bending software. This way, the programmer has a precise vision of the tools available through the bending software: lengths, rays, quantity, erosion, etc.
Some CAM bending software, as specified by Gérard Boudesocque - Amada, "allow for the bending tools available, the relative bend allowance and a lot of other information to be traced back from the press brake to the software."
The punch and die database available will then make it possible to carry out all the bending programming steps as finely as possible.
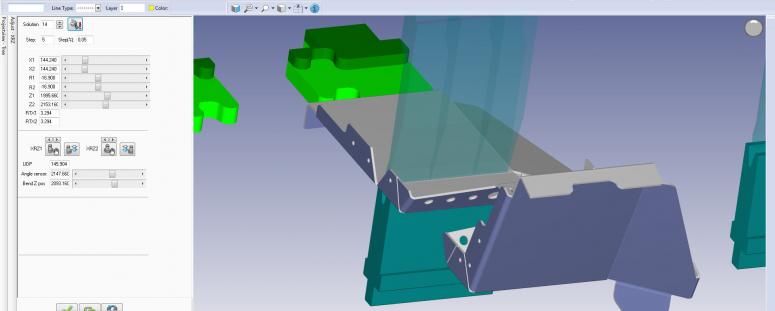
Starting from 3D to carry out unfolding
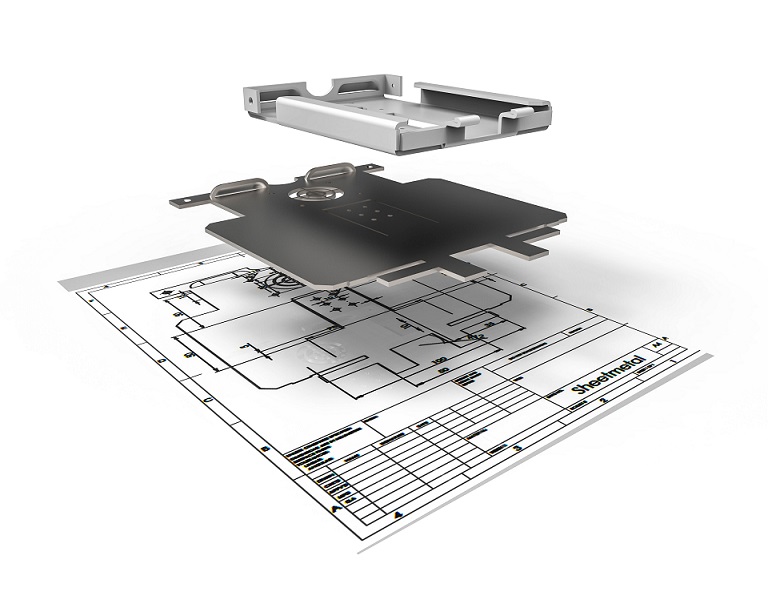 François DEBACKER - LVD explains that "the calculation of the part's development length is very important, especially for assembled parts. It impacts the assembly phase and can even render it impossible, for example when mortise tenon is used. The part's development length is often calculated from the k-factor in CAD software. The bender often chooses or redefines the V-block and the most adequate punch, while the developed length part has already been made by the method department. However, the calculation of unfolding and bend loss should be able to be carried out with the tools that will be used on the press brake".
François DEBACKER - LVD explains that "the calculation of the part's development length is very important, especially for assembled parts. It impacts the assembly phase and can even render it impossible, for example when mortise tenon is used. The part's development length is often calculated from the k-factor in CAD software. The bender often chooses or redefines the V-block and the most adequate punch, while the developed length part has already been made by the method department. However, the calculation of unfolding and bend loss should be able to be carried out with the tools that will be used on the press brake".
Here lies the problem, if a developed length isn't correct, the accuracy of the final piece will be impacted. But the calculation of the developed length can only be exact with the knowledge of the tool used.
Gérard Boudesocque - Amada explains the operation for achieving a correct developed length: “the bending software recognizes the 3D part, its thickness, the material shade and suggests associating a V-Block. With this V-Block, the developed length can be achieved with bend loss in line with these different parameters. Once this unfolding operation is carried out, the developed length of the part can be cut. »
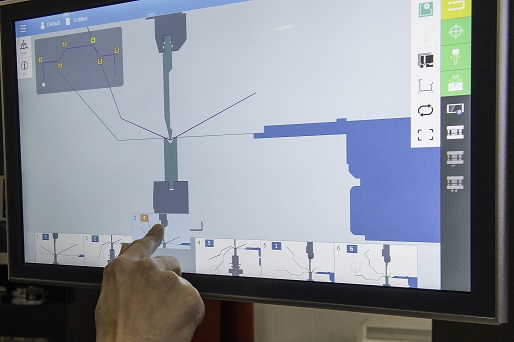
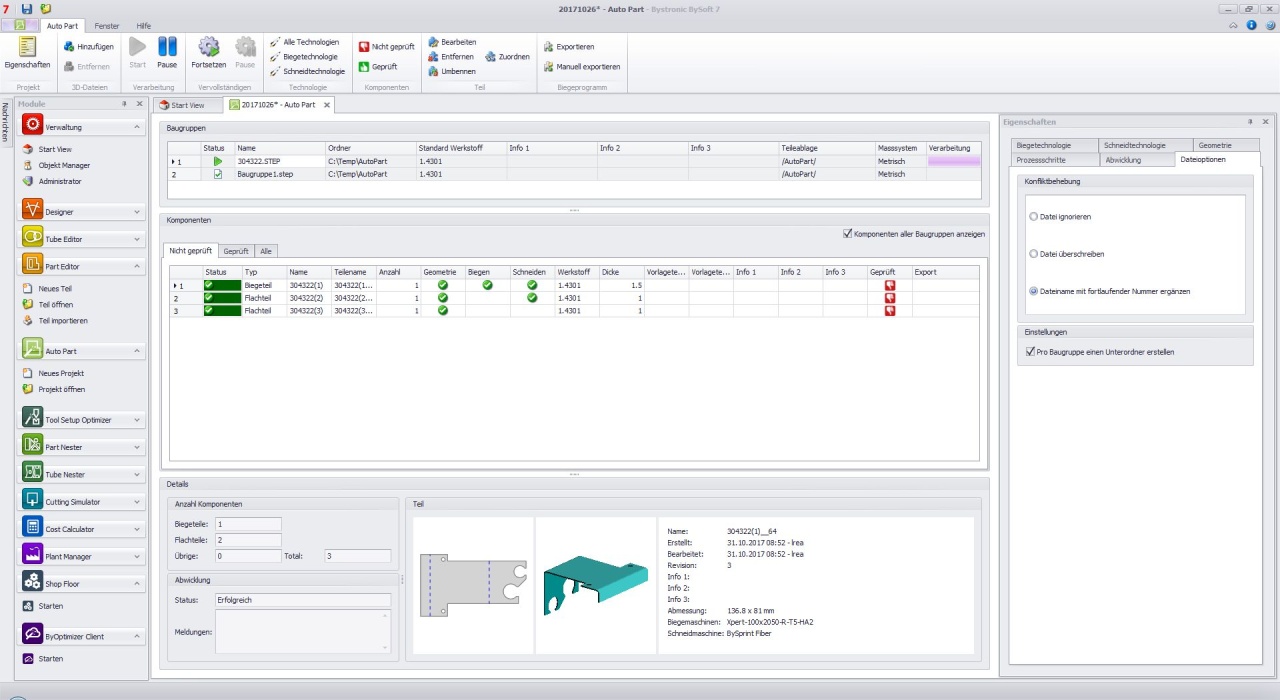
Bending sequence

Copyright Bystronic After having assigned the tools during unfolding (chapter above), CAM bending software (in general) proposes to automatically generate:
• a bending sequence,
• the definition of the position of each stop,
• a simulation to detect possible collisions with the press brake and the tools.
Communication and production documentation
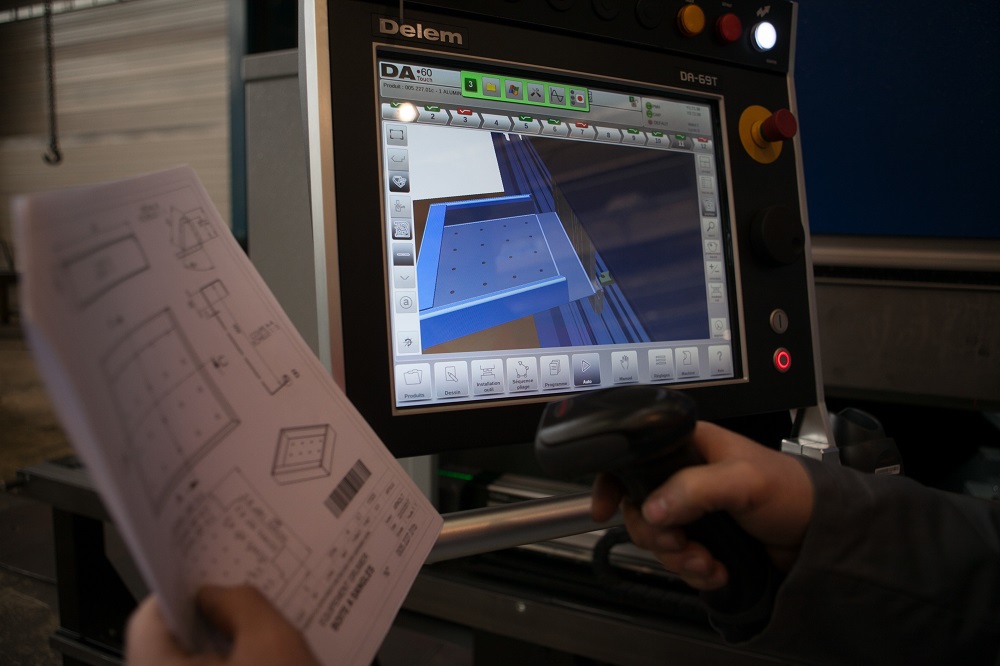
Copyright Colly-Bombled When the machine is equipped with a communication port (press brake networking), the program can be called upon, from the numerical control of the press brake directly by the bending operator. It can also have information available on the numerical control allowing him to produce.
For older machines, without networking possibilities, the software provides the operator with several documents to produce:
- the program to enter into the numerical control,
- the list of tools used and their positions,
- the position of the stops,
- the sequence of the bends to be made, etc.
Scheduling of the press brake
Copyright Bystronic The software can facilitate finding the optimum order of passage of the references to be produced, thus limiting the number of assembly and disassembly of tools.
Gerrit Gerritsen - Bystronic considers it is "essential to be able to manage the scheduling of references to be bent, as this plays an important role in reducing the unnecessary handling of tools and saving time between productions. And with Industry 4.0, we go far beyond that, since the tools can be integrated into the overall information flow of the company."Pierrick Grand - Extratole concludes with an example of his company: "until 2013, we carried out bending programming directly on the press brakes, and the choice of tools were the responsibility of the operator. Since then, we have set up the networking of our entire press brake stock to be able to program press brakes from a remote station.
For machines that do not have an automated tool management system, the bender receives a list with the tools needed to produce the part. Tool assignment is more efficient because done directly at the time of unfolding. Mistakes are avoided, particularly bend losses, and the operator saves time. The remote bending software simulates the bending of complex parts beforehand to avoid any conflict. Sequencing is also prepared; the operator knows in which order the bends need to be carried out with the certainty of optimum operation. The number of test parts is reduced because the operator has less tests to perform."
Copyright - reproduction prohibited without written permission from Metal-Interface
Contenu