The causes of discarded parts give an interesting indication of the points to focus on with regards to the bending stations and the actions to be implemented to limit them.

Inattention errors made by the bender or an inaccurate interpretation of the framework
François DEBACKER - LVD states that "the main cause of waste is human error, like when the operator puts the part in the wrong direction, even if all the bending sequences and the position of the punches / material are indicated on the CN. »
The bending operator can make a mistake in the dimension, for example in cases where it is the inner dimension is taken, instead of taking the external dimension.
Serge Bourdier - Salvagnini adds that "the assistance tools help guide the operator by providing the right information, at the right time, to make the job easier and limit errors. »
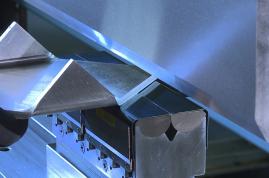
Laser ignition points: pay attention to accuracy!
The laser cutting point of ignition, meaning the position where the laser beam begins the cut, generates extra thickness. If the stop is against this point of extra thickness, the piece will be slightly "askew". The accuracy will therefore be impacted by one or more tenths.
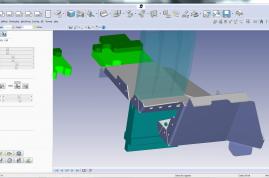
The developed length calculation is an important focal point
The unfolding or CAD software must be set beforehand at the design office, with the correct bend loss values equivalent to the material / thickness / machine sequence.
Parts inspection
The bender often inspects his bend, but not necessarily the final dimension of the part. The bending operator might consider the part adequate even if the dimensions do not match. Sometimes, the operator might even out the bends and therefore be within dimensional tolerances, even though the developed length was wrong.
In areas where the accuracy of parts is important, such as outsourcing for medical sectors or aeronautics, parts are inspected and rejected if wrong.
Copyright AIMM Gaëtan Benoit - AIMM shares his experience in outsourcing, "the pareto principle we carried out showed that 30 to 40% of the scrap was related to dimensional problems of the part to bend and to old generation machines. We therefore noted the bend lines, in order to measure even before bending the part. Consequently, before even performing the first bend, we measure the gauge and the position of the stop, to anticipate any positioning defects. »
? Measurement tools and training in the measurement of bent parts
Measuring tools must be calibrated. Bending operators sometimes lack in knowledge and experience in dimension measurement. A short training session on how to measure dimensions and use measurement tools is often helpful.
Copyright - reproduction prohibited without written permission from Metal-Interface
Contenu